(一)数控精密零部件加工工艺零件图样上尺寸数据的给出应符合编程方便的原则
1、零件图上尺寸标注方法应适应数控加工的特点在数控加工零件图上,应以同一基准引注尺寸或直接给出坐标尺寸。这种标注方法既便于编程,也便于尺寸之间的相互协调,在保持设计基准、工艺基准、检测基准与编程原点设置的一致性方面带来很便。由于零件设计人员一般在尺寸标注中较多地考虑装配等使用特性方面,而不得不采用局部分散的标注方法。
2、较大的积累误差而破坏使用特性,因此可将局部的分散标注法改为同一基准引注尺寸或直接给出坐标尺寸的标注法。
3、构成精密零部件加工轮廓的几何元素的条件应充分。
在手工编程时要计算基点或节点坐标。在自动编程时,要对构成零件轮廓的所有几何元素进行定义。因此在分析零件图时,要分析几何元素的给定条件是否充分。如圆弧与直线,圆弧与圆弧在图样上相切,但根据图上给出的尺寸,在计算相切条件时,变成了相交或相离状态。由于构成零件几何元素条件的不充分,使编程时无法下手。遇到这种情况时,应与零件设计者协商解决。
(二)数控精密零部件加工部位的结构工艺性应符合数控加工的特点
1、零件的内腔和外形采用统一的几何类型和尺寸。这样可以减少刀具规格和换刀次数,使编程方便,生产效益提高。
2、内槽圆角的大小决定着刀具直径的大小,因而内槽圆角半径不应过小。零件工艺性的好坏与被加工轮廓的高低、转接圆弧半径的大小等有关。
3、零件铣削底平面时,槽底圆角半径r不应过大。
4、应采用统一的基准定位。在数控加工中,若没有统一基准定位,会因工件的重装而导致加工后的两个面上轮廓位置及尺寸不协调现象。因此要避免上述问题的产生,保证两次装夹加工后其相对位置的准确性,应采用统一的基准定位。
零件上有合适的孔作为定位基准孔,若没有,要设置工艺孔作为定位基准孔(如在毛坯上增加工艺凸耳或在后续工序要铣去的余量上设置工艺孔)。若无法制出工艺孔时,起码也要用经过精加工的表面作为统一基准,以减少两次装夹产生的误差。
此外,还应分析零件所要求的加工精度、尺寸公差等是否可以得到保证、有无引起矛盾的多余尺寸或影响工序安排的封闭尺寸等。
本公司全采用进口数控机床生产各种器械零部件,构件、器械构件、骨钉等,产品材质经济环保无辐射,工艺精密,能够准确的辅助器械诊断作出的诊疗决定。在技术领域,我们从未停止探索。我们的进步正在带来积极的结果。
我们的产品组合也在不断向前发展。每个产品的生产都考虑了各种器械的不同需求。
利用先进的进口设备,卓越的自主技术,开发生产轿车、自卸车、挖掘机、矿用车、客车等各系列车的汽车精密零部件、精密汽车零件、精密汽车配件等,包括底盘配件、电器附件、发动机、变速箱内部的精密零配件,品种齐全、质量可靠
经营范围:工装夹治具、精密机械零部件加工、模具配件/镶件、半自动化机械设备等。
加工精度:0.002mm。
生产设备:车、铣、平圆磨、内外圆磨、快/慢走丝、加工中心、电火花等精密机台。
检测设备:高度仪、投影仪、硬度计、千分尺等。
加工特点:按图(来样)加工。
出货品质“三”标准:a满足图纸要求;b满足客户常规要求;c满足时利和出货标准。
品质政策:产品品质稳定、服务品质优良、客户意愿满足。
公司理念:诚信+顾问式服务。
常用材料:SKD11、SKD61、SKH51、SKS3、DC53、ASP23、CR12、45#、SUS440C、S136、SUS303/304、A5052、AL6061、LY12、AL7075、电木、POM、尼龙、亚克力、ABS等等。
曾做过的表面处理:发黑、阳极氧化、镀铬、镀镍、镀钛、镀锌、电抛光、钝化、镀PVD膜、加纳克等。
曾做过的热处理:真空淬火、调质、盐浴式氮化处理、渗氮、渗碳、高周波烧入、浸炭烧入等。
为了能进一步提高精密零部件加工的质量,需要及时找出加工误差的主要原因,并对其采取相应的解决措施。我们应该如何运用呢?
要想提高精密零部件加工的质量,可以采用误差分组法,以使整批工件的尺寸分散范围大大缩小。比如说在精加工齿形的时候,为了保持加工后齿圈与齿轮内孔的同轴度,就需要缩小齿轮内径与心轴的配合间隙。
在生产中往往按齿轮内也尺寸进行分组,然后与相应的分组心轴配合,这就均分了因间隙而产生的原始误差,提高零件的精度。
另一种是误差补偿法,可以消掉原来工艺系统中固有的原始误差,从而达到减少加工误差,加工精度的目的。
误差转移法也是提高精密零部件加工质量的方法之一,实质上是将工艺系统的几何误差、受力变形和热变形等转移到不影响加工精度的方面。
也可以通过误差均化法来提高其质量,它能使那些局部较大的误差比较均匀地影响到整个加工表面,使传递到工件表面的加工误差较为均匀,因而工件的加工精度相应的就大大提高。
就地加工法和直接减少误差法也是不错途径,同样能提高精密零件加工质量。这不但涉及到零件本身的精度,还涉及到与其他零件之间复杂关系的时候,就可以采用就地加工法。

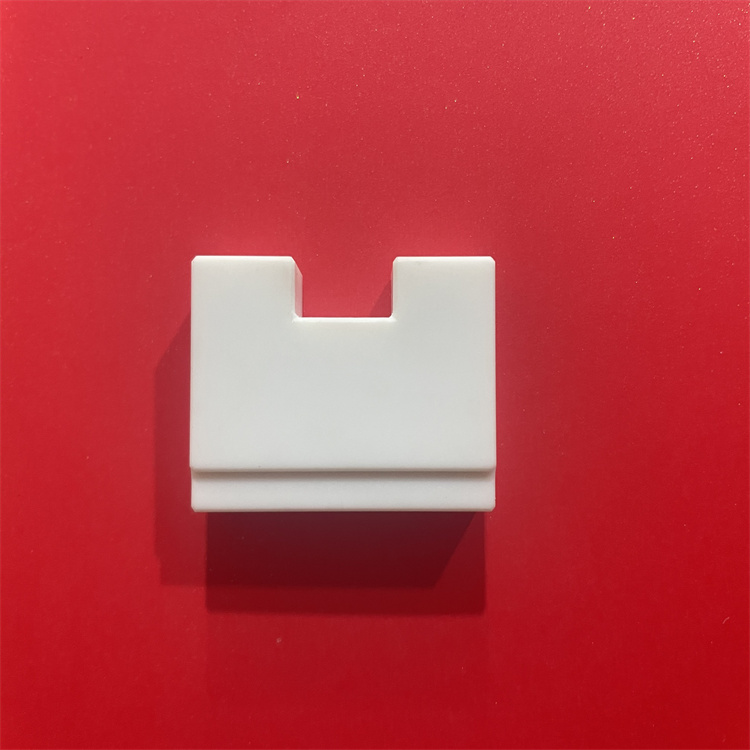
材质:SKD11
◇高温淬火:硬度HRC60°-62°
◇特点:高铬钢,淬火性佳,热处理变形小,高耐磨性。适用于冷挤压成形、拉伸模、啤不锈钢片及高硬度材料的冲裁模。
◇材质:SKH-51
◇高温淬火:硬度HRC59°-61°
◇特点:硬度高,韧性强度好,耐磨耐性。使用寿命大幅度提高,热形变比得到完成控制。适用于高温作业环境的模具。
◇材质:ASP-23
◇高温淬火:硬度HRC64°-67°
◇特点:高耐磨性(抗磨粒磨损)、高抗压强度、非常好的淬透性、韧性好、热处理的尺寸稳定性好、抗回火软化性好。
ASP-23特别适合于薄的被加工材的下料及成形,或模具失效是因为混合磨粒磨损及粘着磨损,或知识磨粒磨损,而且表面产生塑性变形的危险性也高者。
本公司生产的冲针,选用进口优质棒材,产品成型后表面再进行真空镀膜处理,大大提高产品的使用寿命。
可根据客户来图来样加工订做。为您提供新精密镀钛冲针价格行情,真实有效的精密镀钛冲针厂家、贸易商供求信息,不同型号
-/gjihfj/-
http://www.szruitongjm.com