- 深圳市瑞通精密机械有限公司RTJM
- 13028809171
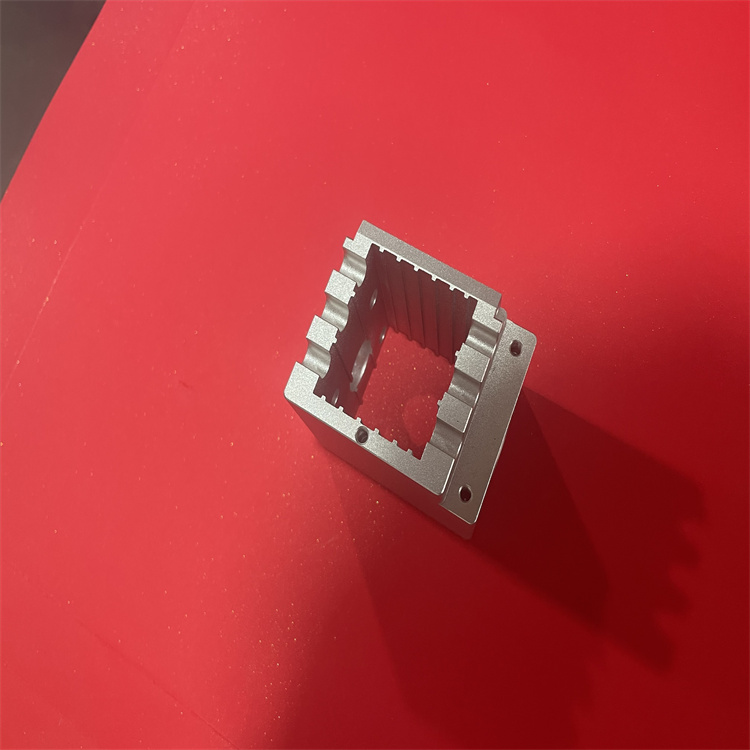

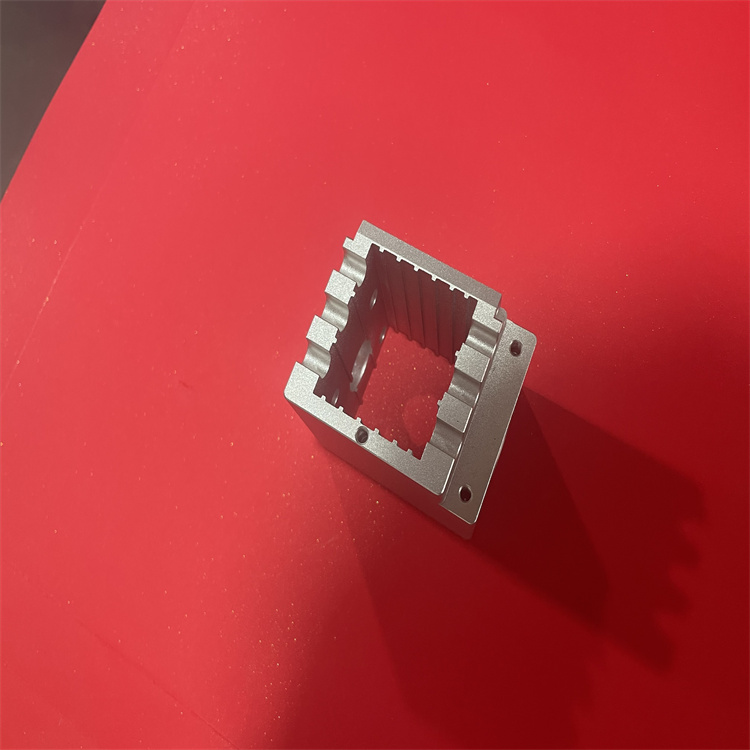
产品描述
材质:SKD11
◇高温淬火:硬度HRC60°-62°
◇特点:高铬钢,淬火性佳,热处理变形小,高耐磨性。适用于冷挤压成形、拉伸模、啤不锈钢片及高硬度材料的冲裁模。
◇材质:SKH-51
◇高温淬火:硬度HRC59°-61°
◇特点:硬度高,韧性强度好,耐磨耐性。使用寿命大幅度提高,热形变比得到完成控制。适用于高温作业环境的模具。
◇材质:ASP-23
◇高温淬火:硬度HRC64°-67°
◇特点:高耐磨性(抗磨粒磨损)、高抗压强度、非常好的淬透性、韧性好、热处理的尺寸稳定性好、抗回火软化性好。
ASP-23特别适合于薄的被加工材的下料及成形,或模具失效是因为混合磨粒磨损及粘着磨损,或知识磨粒磨损,而且表面产生塑性变形的危险性也高者。
本公司生产的冲针,选用进口优质棒材,产品成型后表面再进行真空镀膜处理,大大提高产品的使用寿命。
可根据客户来图来样加工订做。为您提供新精密镀钛冲针价格行情,真实有效的精密镀钛冲针厂家、贸易商供求信息,不同型号
套类零件应用广泛,该零件的主要技术特点是:套类零件各主要表面的机器中所起的作用不同,其技术要求差别较大,主要技术要求如下:
(1)内孔的技术要求
内孔是套类零件起支承或导向作用主要的表面,通常与运动着的轴、刀具或活塞相配合。其直径尺寸公差等级一般为IT7,精密轴承套为IT6;形状公差一般应控制再孔径公差以内,较精密的套筒应控制在孔径公差的1/3-1/2,甚至更小;对长套筒除了有圆度要求外,还应对孔的圆柱度有要求。为了保证套类零件的使用要求,内孔表面粗糙度为Ra0.16-2.5mm,某些精密套类零件要求更高,可达Ra0.63-5mm。
(2)外圆的技术要求
外圆表面常以过盈或过渡配合与箱体或体架上的孔相配合起支承作用。其直径尺寸公差等级为IT6-IT7;形状公差应控制在外径公差以内;表面粗糙度为Ra0.63-5mm。
(3)各主要表面间的位置精度
1)内外圆之间的同轴度:若套筒是装入机器上的孔之后再进行终精密机械加工,这时对套筒内外圆的同轴度要求角度;若套筒是在装入机器前进行终加工,则同轴度要求较高,公差一般为0.005-0.02mm。
2)孔轴线与端面的垂直度:套筒端面如果在工作中承受轴向载荷,或是作为定位基准和装配基准,这时端面与孔轴线有较高的垂直度或轴向圆跳动要求,公差一般为0.005-0.2mm。
精密零部件的加工要求有哪些?
对于精密零部件来说,加工是十分严格的,加工工序有进刀,出刀等。对于尺寸有具体要求,精度也有要求,比如1mm正负多少微米等,如果尺寸错的太多就会成为废品,这时就相当于得重新加工,费时费力,有时甚至会使得整个加工材料报废,这就造成了成本的增加,同时,零件是肯定不能用了。
对于精密零部件的加工主要是尺寸方面的要求,比如圆柱直径是多少,有严格要求,正负误差在规定要求范围之内才是合格零件,否则都是不合格零件;长宽高也有具体严格要求,正负误差同样有规定,比如一个内嵌式圆柱体(拿简单基本零部件为例),如果直径太大,超过误差允许范围内,就会造成,插不进去的情况,如果实际直径太小,超过误差允许负值下限了,就会造成去太松,不牢固的问题发生。这些都是不合格产品,或者圆柱长度太长或太短,超出误差允许范围了,都是不合格的产品,是都要作废的,或者重新加工,这样必然会造成成本的增加。
以上就是对精密零部件加工的要求,就是主要的尺寸问题,一定要严格按照另加图纸进行加工,加工出来的实际尺寸肯定不会和图纸理论尺寸一摸一样,只是,只要加工尺寸在误差允许范围之内就都是合格零部件,所以,精密零部件加工的要求就是严格按照理论尺寸进行加工。
其次就是先进的精密零部件加工设备和检测设备,先进的加工设备使得加工精密零件的时候更加简单,精度更高,效果更好。检测设备可以检测出没有达到要求的零部件,让所有发给客户的产品真正的达到要求。
经营范围:工装夹治具、精密机械零部件加工、模具配件/镶件、半自动化机械设备等。
加工精度:0.002mm。
生产设备:车、铣、平圆磨、内外圆磨、快/慢走丝、加工中心、电火花等精密机台。
检测设备:高度仪、投影仪、硬度计、千分尺等。
加工特点:按图(来样)加工。
出货品质“三”标准:a满足图纸要求;b满足客户常规要求;c满足时利和出货标准。
品质政策:产品品质稳定、服务品质优良、客户意愿满足。
公司理念:诚信+顾问式服务。
常用材料:SKD11、SKD61、SKH51、SKS3、DC53、ASP23、CR12、45#、SUS440C、S136、SUS303/304、A5052、AL6061、LY12、AL7075、电木、POM、尼龙、亚克力、ABS等等。
曾做过的表面处理:发黑、阳极氧化、镀铬、镀镍、镀钛、镀锌、电抛光、钝化、镀PVD膜、加纳克等。
曾做过的热处理:真空淬火、调质、盐浴式氮化处理、渗氮、渗碳、高周波烧入、浸炭烧入等。
(一)数控精密零部件加工工艺零件图样上尺寸数据的给出应符合编程方便的原则
1、零件图上尺寸标注方法应适应数控加工的特点在数控加工零件图上,应以同一基准引注尺寸或直接给出坐标尺寸。这种标注方法既便于编程,也便于尺寸之间的相互协调,在保持设计基准、工艺基准、检测基准与编程原点设置的一致性方面带来很便。由于零件设计人员一般在尺寸标注中较多地考虑装配等使用特性方面,而不得不采用局部分散的标注方法。
2、较大的积累误差而破坏使用特性,因此可将局部的分散标注法改为同一基准引注尺寸或直接给出坐标尺寸的标注法。
3、构成精密零部件加工轮廓的几何元素的条件应充分。
在手工编程时要计算基点或节点坐标。在自动编程时,要对构成零件轮廓的所有几何元素进行定义。因此在分析零件图时,要分析几何元素的给定条件是否充分。如圆弧与直线,圆弧与圆弧在图样上相切,但根据图上给出的尺寸,在计算相切条件时,变成了相交或相离状态。由于构成零件几何元素条件的不充分,使编程时无法下手。遇到这种情况时,应与零件设计者协商解决。
(二)数控精密零部件加工部位的结构工艺性应符合数控加工的特点
1、零件的内腔和外形采用统一的几何类型和尺寸。这样可以减少刀具规格和换刀次数,使编程方便,生产效益提高。
2、内槽圆角的大小决定着刀具直径的大小,因而内槽圆角半径不应过小。零件工艺性的好坏与被加工轮廓的高低、转接圆弧半径的大小等有关。
3、零件铣削底平面时,槽底圆角半径r不应过大。
4、应采用统一的基准定位。在数控加工中,若没有统一基准定位,会因工件的重装而导致加工后的两个面上轮廓位置及尺寸不协调现象。因此要避免上述问题的产生,保证两次装夹加工后其相对位置的准确性,应采用统一的基准定位。
零件上有合适的孔作为定位基准孔,若没有,要设置工艺孔作为定位基准孔(如在毛坯上增加工艺凸耳或在后续工序要铣去的余量上设置工艺孔)。若无法制出工艺孔时,起码也要用经过精加工的表面作为统一基准,以减少两次装夹产生的误差。
此外,还应分析零件所要求的加工精度、尺寸公差等是否可以得到保证、有无引起矛盾的多余尺寸或影响工序安排的封闭尺寸等。
一、零件的互换性
精密零部件加工厂家介绍,机器经长期生产运转,某些零件必然会磨损、变形而报废,换用新的零件。这些零件称为配件或备件。配件或备件不经修配或选择,装在机器上就能运转,称为具有互换性。
为了实现互换性,在制造零件时,要把零件的尺寸、几何形状等都做得一致。所谓一致,并不是要求做得分毫不差(这样做既不经济,也不可能),只要把零件的尺寸、几何形状等控制在一个允许的范围内,使得零件和其他零件结合后具有同样的结合性能就行。这个被允许的误差范围,也就是形位公差。
二、精密零部件加工质量用加工精度来表示:
1、几何形状精度
几何形状精度是指组成零件的各表面或轴线等几何形状的准确程度,如线是否直、面是否平、圆柱上各正截面是否圆等。其允许变动范围以形位公差来表示,形位公差数字越小,则形状精度越高。
2、尺寸精度
精密零部件加工厂家分析,尺寸精度是指零件加工后尺寸的精确程度,以尺寸公差来表示。零件的尺寸相同时,精度越高,公差数字越小。
3、位置精度
精密零部件加工厂家介绍,位置精度是指组成零件的各表面之间相互位置的准确程度,如两平面是否平行、是否垂直、两轴线是否同轴等,以位置公差来表示。
产品推荐