- 深圳市瑞通精密机械有限公司RTJM
- 13028809171



产品描述
钛合金CNC加工具有以下特点:
### 1. **高强度与轻质**
- 钛合金具有的强度重量比,密度低但强度高,适合制造轻量化但要求高强度的零件。
### 2. **耐腐蚀性**
- 钛合金具有好的耐腐蚀性,尤其是在氧化性和氯化物环境中,适合用于、化工和器械等领域。
### 3. **高熔点与热稳定性**
- 钛合金的熔点较高(约1668°C),在高温下仍能保持稳定的机械性能,适合高温环境下的应用。
### 4. **加工难度大**
- 钛合金的导热性差,加工时容易产生高温,导致磨损快。
- 钛合金的弹性模量低,加工时容易发生弹性变形,影响加工精度。
- 钛合金的化学活性高,容易与材料发生化学反应,加剧磨损。
### 5. **要求高**
- 需要使用高硬度、耐磨性好的材料(如硬质合金或涂层)。
- 几何形状和切削参数需要优化,以减少热量积累和磨损。
### 6. **切削液选择**
- 需要选择适合的切削液,以降低加工温度并减少磨损。
- 切削液应具有良好的冷却和润滑性能,同时避免与钛合金发生化学反应。
### 7. **加工成本高**
- 由于加工难度大、损耗快,钛合金CNC加工的成本较高。
- 需要的设备和技术人员,进一步增加了成本。
### 8. **表面质量要求高**
- 钛合金加工后表面容易产生硬化层和残余应力,需要通过后续处理(如喷砂、抛光或热处理)改善表面质量。
### 9. **应用领域广泛**
- :制造发动机部件、机身结构等。
- 器械:用于植入物(如、牙科种植体)等。
- 化工设备:用于耐腐蚀的管道、阀门等。
### 10. **环保性**
- 钛合金可回收利用,,但加工过程中需要注意减少废料和污染。
总之,钛合金CNC加工虽然难度大、成本高,但其的性能使其在高科技和制造领域具有的地位。
不锈钢304是一种常用的奥氏体不锈钢,具有良好的耐腐蚀性、耐热性和加工性能。以下是其加工特点的详细说明:
### 1. **良好的可加工性**
- **切削加工**:304不锈钢的切削性能较好,但在加工时容易产生加工硬化,因此需要选择合适的材料和切削参数。通常建议使用硬质合金,并保持较低的切削速度和较大的进给量。
- **冷加工**:304不锈钢具有良好的冷加工性能,可以通过冷轧、冷拔、冷弯等方式进行成型。但在冷加工过程中,材料会逐渐硬化,可能需要中间退火处理以恢复其塑性。
### 2. **焊接性能**
- 304不锈钢具有的焊接性能,可以采用多种焊接方法,如TIG(钨惰性气体保护焊)、MIG(金属惰性气体保护焊)、焊条电弧焊等。
- 焊接后无需进行热处理,但焊接区域可能会出现晶间腐蚀倾向,因此建议使用低碳型304L不锈钢或进行焊后固溶处理。
### 3. **耐腐蚀性**
- 304不锈钢在大多数环境中具有良好的耐腐蚀性,尤其是在氧化性介质中表现。但在含氯离子的环境中(如海水或盐水),可能会发生点蚀或应力腐蚀开裂。
- 加工过程中需注意避免与碳钢接触,以防止铁污染导致锈蚀。
### 4. **耐热性**
- 304不锈钢在高温下仍能保持良好的机械性能,适用于800°C以下的温度环境。但在高温下长期使用时,可能会发生碳化物析出,影响其耐腐蚀性。
### 5. **表面处理**
- 304不锈钢可以通过抛光、拉丝、喷砂等方式进行表面处理,以获得不同的外观效果。
- 在加工过程中,需注意避免表面划伤或污染,以保持其美观和耐腐蚀性。
### 6. **加工硬化倾向**
- 304不锈钢在加工过程中容易发生加工硬化,尤其是在冷加工或切削加工时。加工硬化会增加材料的强度和硬度,但也会降低其塑性。因此,在加工过程中可能需要多次退火处理以恢复其可加工性。
### 7. **磁性**
- 304不锈钢在退火状态下是无磁性的,但在冷加工后可能会表现出轻微的磁性。
### 8. **环保性**
- 304不锈钢是一种环保材料,可回收利用,符合可持续发展的要求。
### 总结
不锈钢304因其的综合性能,广泛应用于食品工业、化工设备、器械、建筑装饰等领域。在加工过程中,需注意其加工硬化倾向和耐腐蚀性要求,合理选择加工工艺和参数,以确保产品质量和性能。
电器外壳加工具有以下几个显著特点:
### 1. **材料多样性**
- 电器外壳通常采用多种材料,如塑料、金属(如铝合金、不锈钢)、复合材料等。不同材料需要采用不同的加工工艺,如注塑、冲压、压铸、CNC加工等。
### 2. **高精度要求**
- 电器外壳需要与内部元器件紧密配合,因此对尺寸精度、表面光洁度和形状公差要求较高。加工过程中需使用高精度设备和技术,确保外壳的尺寸和形状符合设计要求。
### 3. **表面处理工艺**
- 电器外壳通常需要进行表面处理,如喷涂、电镀、阳氧化、拉丝等,以提高外观质感、耐腐蚀性和耐磨性。表面处理工艺的选择需根据材料和应用场景确定。
### 4. **功能性设计**
- 电器外壳不仅是保护内部元器件的结构件,还需具备散热、防水、防尘、抗电磁干扰等功能。加工过程中需考虑这些功能需求,例如设计散热孔、密封结构等。
### 5. **批量生产与定制化并存**
- 一些电器外壳需要大批量生产(如家用电器),采用注塑、冲压等工艺;而一些或特殊用途的电器外壳则需要小批量或定制化生产,采用CNC加工或3D打印等技术。
### 6. **环保与安全要求**
- 电器外壳材料需符合环保标准(如RoHS、REACH等),同时需具备阻燃、绝缘等安全性能。加工过程中需严格控制材料选择和工艺参数。
### 7. **复杂结构设计**
- 现代电器外壳设计往往较为复杂,可能包含曲面、薄壁、镂空等结构。这对加工工艺提出了更高要求,需要使用的加工设备和工艺(如多轴CNC、激光切割等)。
### 8. **成本控制**
- 电器外壳加工需在的前提下控制成本。通过优化设计、选择合适材料和工艺,以及提高生产效率,可以降低加工成本。
### 9. **快速迭代**
- 电器产品更新换代速度快,外壳设计需要快速响应市场需求。加工企业需具备快速打样和小批量生产能力,以满足客户需求。
### 10. **质量检测严格**
- 电器外壳需经过严格的质量检测,包括尺寸检测、强度测试、表面处理效果检测等,以确保产品符合标准和使用要求。
总之,电器外壳加工是一个涉及材料、工艺、设计和质量控制的综合过程,需要结合具体需求选择合适的技术和方法。
车铣复合加工是一种的制造技术,结合了车削和铣削两种加工方式,具有以下特点:
### 1. **性**
- **一次装夹完成多道工序**:工件只需一次装夹,即可完成车削、铣削、钻孔、攻丝等多种加工工序,减少了装夹次数和时间,提高了加工效率。
- **减少工序转换**:传统加工需要多次装夹和工序转换,而车铣复合加工可以在同一台设备上完成,缩短了生产周期。
### 2. **高精度**
- **减少装夹误差**:由于工件只需一次装夹,避免了多次装夹带来的定位误差,提高了加工精度和一致性。
- **动态补偿功能**:现代车铣复合机床通常配备高精度数控系统和动态补偿功能,能够实时调整加工参数,确保加工精度。
### 3. **灵活性**
- **复杂零件加工**:车铣复合加工可以处理复杂形状的零件,如带有曲面、斜孔、异形槽等特征的工件,传统单一加工方式难以完成。
- **多轴联动**:车铣复合机床通常配备多轴(如4轴、5轴甚至更多),能够实现多轴联动加工,扩展了加工范围和灵活性。
### 4. **节约成本**
- **减少设备投资**:传统加工需要多台设备(如车床、铣床等),而车铣复合加工只需要一台设备,降低了设备采购和维护成本。
- **减少人工成本**:由于自动化程度高,减少了人工干预和操作,降低了人工成本。
### 5. **材料利用率高**
- **近净成形加工**:车铣复合加工可以实现近净成形加工,减少材料浪费,提高材料利用率。
- **减少毛坯余量**:由于加工精度高,毛坯余量可以设计得更小,进一步节约材料。
### 6. **适应性强**
- **多种材料加工**:车铣复合加工适用于多种材料,包括金属、塑料、复合材料等,适用范围广。
- **小批量、多品种生产**:特别适合小批量、多品种的生产模式,能够快速切换加工任务,适应市场需求变化。
### 7. **智能化**
- **数控系统支持**:现代车铣复合机床通常配备的数控系统,支持自动编程、仿真和优化,提高了加工过程的智能化水平。
- **自动化集成**:可以与其他自动化设备(如机器人、自动送料系统等)集成,实现无人化或半无人化生产。
### 8. **环保性**
- **减少能耗**:由于减少了设备数量和加工时间,车铣复合加工在能耗方面更加环保。
- **减少废料**:高精度加工减少了废料产生,降低了环境污染。
### 总结
车铣复合加工以其、高精度、灵活性强、节约成本等特点,在现代制造业中得到了广泛应用,特别适合复杂零件加工和高精度要求的生产场景。随着数控技术和自动化技术的不断发展,车铣复合加工的应用前景将更加广阔。
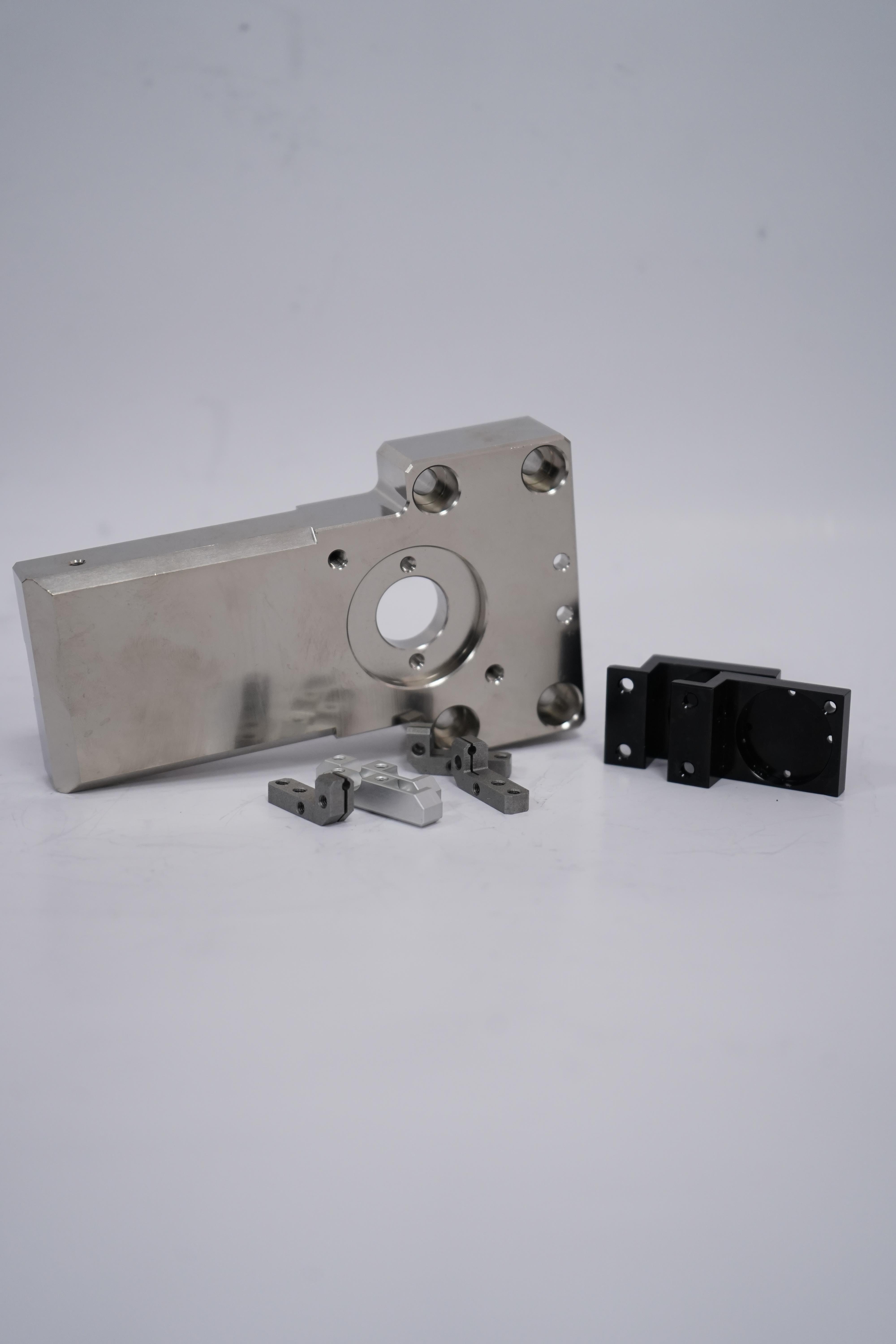
精密零件加工是指通过高精度设备和工艺,制造出尺寸、形状、表面质量等均符合严格要求的零件的加工过程。其特点主要包括以下几个方面:
### 1. **高精度**
- 精密零件加工的核心要求是**高精度**,通常需要达到微米(μm)甚至纳米(nm)级别的公差范围。
- 加工过程中需要严格控制尺寸、形状、位置和表面粗糙度等参数,确保零件符合设计图纸的要求。
### 2. **高表面质量**
- 精密零件对表面质量要求高,通常需要达到镜面光洁度或低的表面粗糙度(Ra值)。
- 表面质量直接影响零件的性能,如耐磨性、耐腐蚀性、密封性等。
### 3. **复杂形状加工**
- 精密零件通常具有复杂的几何形状,如曲面、薄壁、微小孔等,需要借助高精度数控机床(如CNC加工中心)和多轴联动技术来实现。
### 4. **材料多样性**
- 精密零件加工涉及的材料种类广泛,包括金属(如铝合金、不锈钢、钛合金)、非金属(如陶瓷、塑料)以及复合材料等。
- 不同材料的加工特性不同,需要针对性地选择加工工艺和设备。
### 5. **高设备要求**
- 精密零件加工需要高精度设备,如数控机床(CNC)、坐标测量机(CMM)、激光加工机等。
- 设备需要具备高刚性、高稳定性和高重复定位精度,以确保加工质量。
### 6. **严格的过程控制**
- 加工过程中需要对温度、湿度、振动等环境因素进行严格控制,以避免对加工精度产生影响。
- 加工参数(如切削速度、进给量、切削深度等)需要优化,以提高加工效率和表面质量。
### 7. **高成本**
- 精密零件加工的设备、、工艺和技术要求较高,导致加工成本较高。
- 对操作人员的技术水平要求也较高,需要经过培训。
### 8. **广泛应用**
- 精密零件广泛应用于、器械、汽车制造、电子设备、光学仪器等高技术领域。
- 这些领域对零件的性能、可靠性和寿命有高要求。
### 9. **小批量、定制化生产**
- 精密零件加工通常以小批量或单件定制为主,满足特定客户的需求。
- 生产过程中需要灵活调整工艺和参数,以适应不同零件的加工要求。
### 10. **质量检测严格**
- 精密零件加工完成后,需要通过高精度检测设备(如三坐标测量机、光学测量仪等)进行严格的质量检测。
- 检测内容包括尺寸精度、形状精度、位置精度和表面质量等。
### 总结
精密零件加工以高精度、量和高技术要求为核心,广泛应用于制造领域。其加工过程需要高精度设备、严格的过程控制和的技术支持,以确保零件满足设计和应用要求。
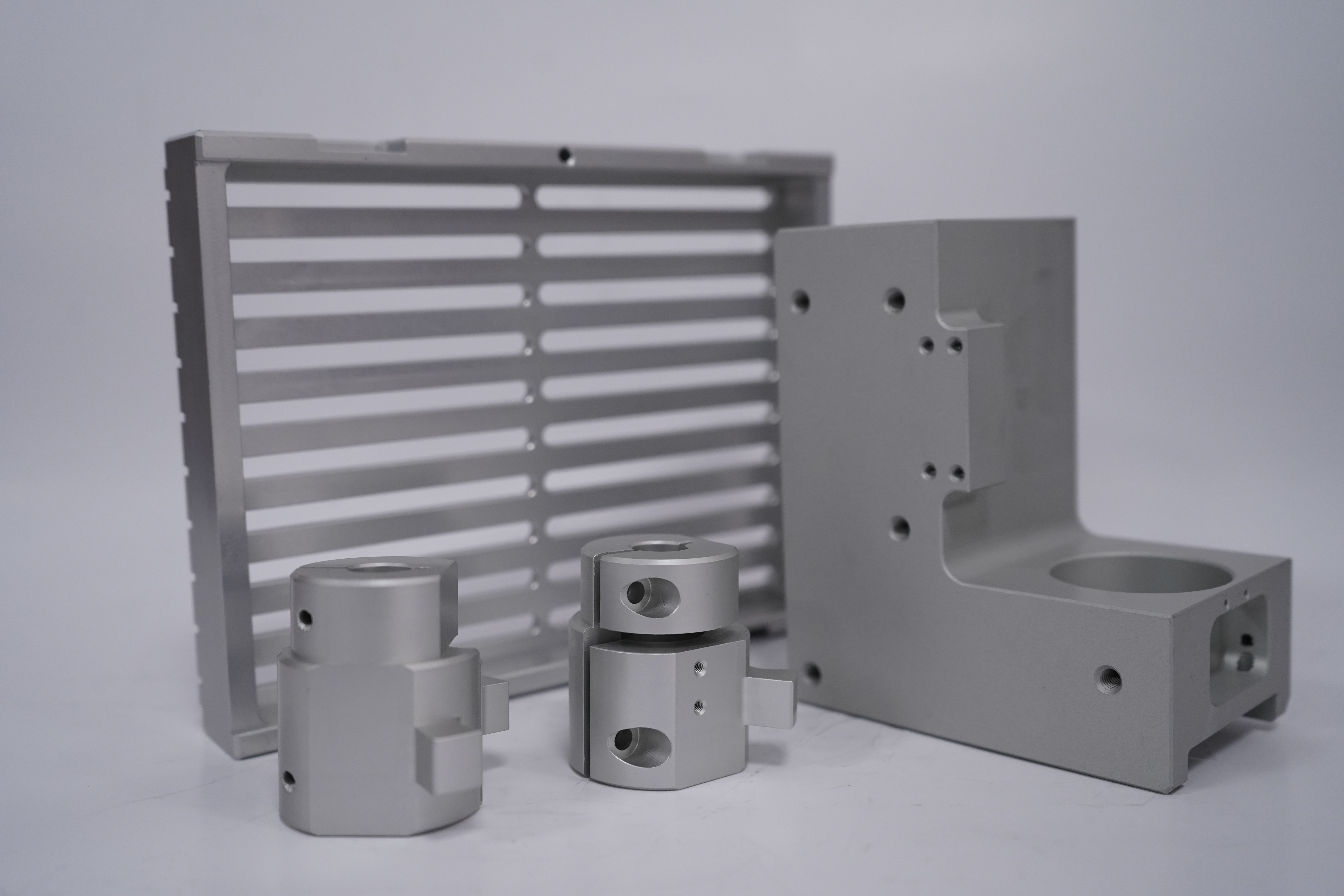
铝合金壳体加工具有以下特点:
1. **轻质高强**:铝合金的密度较低,但强度较高,使得壳体在保证强度的同时减轻了重量,适用于需要轻量化的应用场景,如、汽车制造等。
2. **良好的可加工性**:铝合金具有良好的切削性能,易于进行车削、铣削、钻孔、冲压等加工操作,能够实现复杂形状和高精度的加工。
3. **耐腐蚀性**:铝合金表面会形成一层致密的氧化膜,具有较好的耐腐蚀性,尤其是在经过阳氧化处理后,耐腐蚀性能进一步提升。
4. **导热性和导电性**:铝合金具有良好的导热性和导电性,适用于需要散热或导电的壳体应用,如电子设备、散热器等。
5. **表面处理多样**:铝合金壳体可以通过阳氧化、电泳涂装、喷砂、抛光等多种表面处理工艺,提升外观质量和功能性,如增强耐磨性、耐腐蚀性等。
6. **环保可回收**:铝合金是一种可回收材料,加工过程中产生的废料可以回收再利用,。
7. **成本效益**:虽然铝合金的原材料成本较高,但由于其加工性能好、生产效率高,总体加工成本相对较低,具有较高的性价比。
8. **尺寸稳定性**:铝合金在加工过程中变形较小,尺寸稳定性较好,能够保证壳体的精度和一致性。
9. **焊接性能**:铝合金具有良好的焊接性能,可以通过氩弧焊、激光焊等方式进行焊接,适用于需要拼接或组装的壳体结构。
10. **美观性**:铝合金壳体经过表面处理后,外观光滑、质感好,能够满足产品的美学要求。
总的来说,铝合金壳体加工具有轻质、高强、耐腐蚀、易加工等优点,广泛应用于多个行业。
产品推荐