公差0.03
压制方式高压铸造
加工设备CNC加工中心
加工精度精加工
变形温度360
是否库存是
烧结温度305
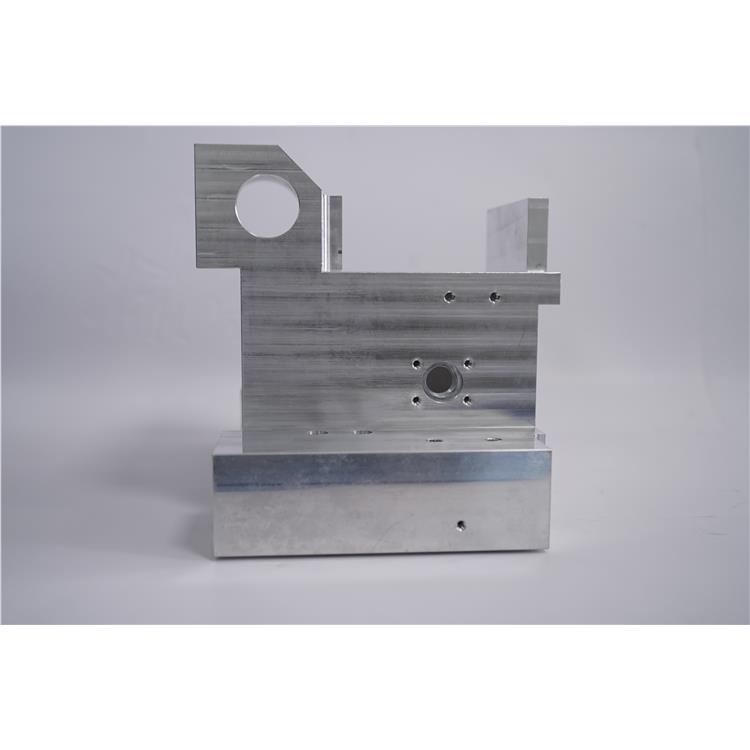
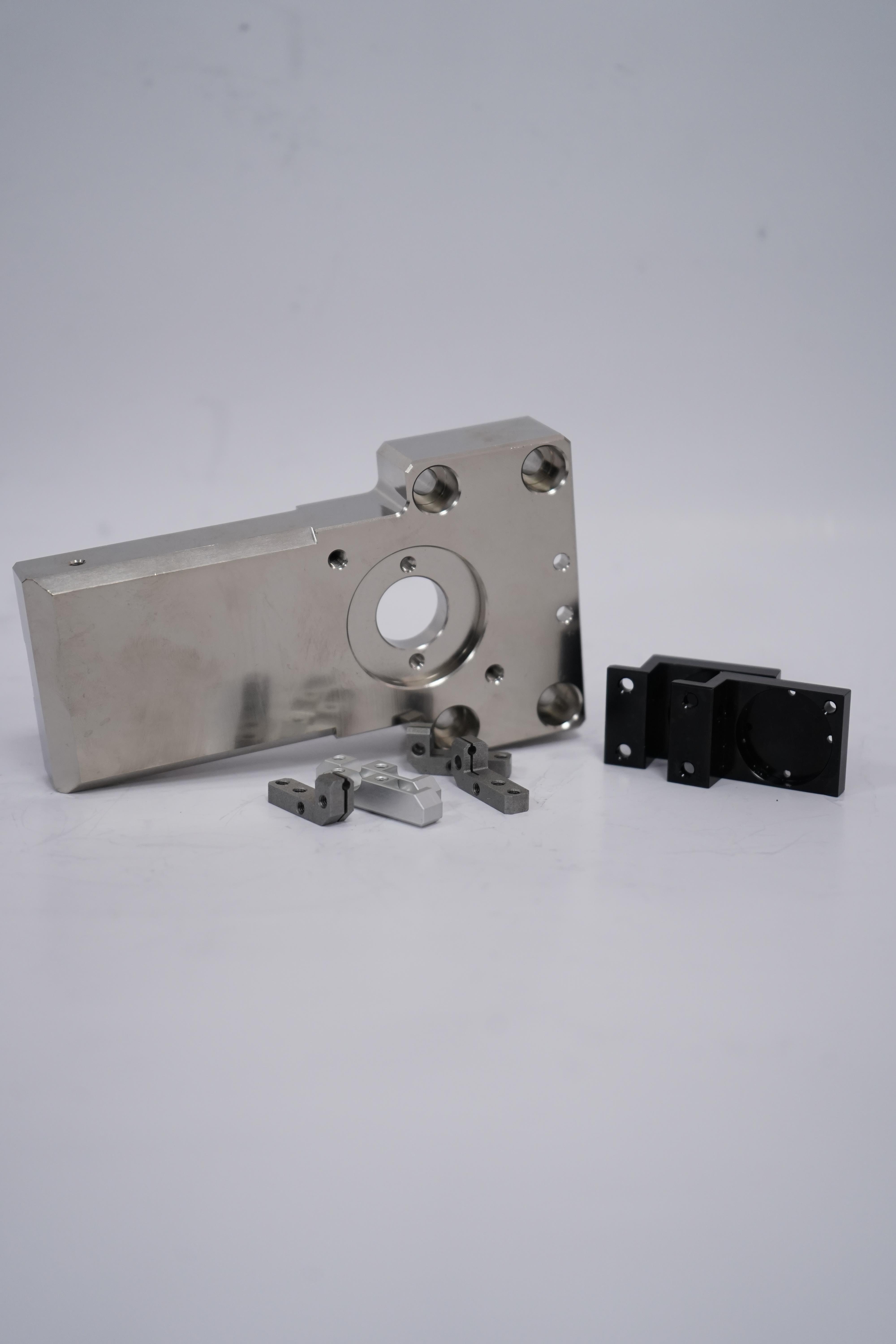
加工材料铝合金,铜,不锈钢,钛合金
年较大加工能力6522350
是否出口否
赛钢(POM,聚)是一种具有机械性能和耐化学性的工程塑料,广泛应用于机械、汽车、电子等领域。赛钢加工的特点主要包括以下几个方面:
### 1. **良好的机械加工性**
- 赛钢易于进行车削、铣削、钻孔、锯切等机械加工,加工过程中不易产生毛刺。
- 由于其硬度较高,加工时需要使用锋利的,并保持适当的切削速度和进给量。
### 2. **尺寸稳定性好**
- 赛钢具有较低的吸水性和热膨胀系数,加工后尺寸变化小,适合制造精密零件。
- 但在高温环境下可能出现收缩或变形,需注意加工温度控制。
### 3. **耐磨性和自润滑性**
- 赛钢具有的耐磨性和自润滑性,适合制造滑动部件或摩擦零件。
- 加工时需避免过度摩擦或过热,以免影响材料性能。
### 4. **耐化学性**
- 赛钢对大多数有机溶剂、油脂和弱酸弱碱有良好的耐腐蚀性,但在强酸或强碱环境下可能发生降解。
- 加工时需避免接触腐蚀性化学品。
### 5. **热稳定性有限**
- 赛钢的熔融温度约为165-175℃,加工时需控制温度,避免过热导致材料分解。
- 高温下会释放气体,需做好通风和防护。
### 6. **表面光洁度高**
- 赛钢加工后表面光滑,适合制造外观要求较高的零件。
- 加工时可通过抛光或精细切削进一步提高表面质量。
### 7. **弹性模量高**
- 赛钢具有较高的刚性,加工时需注意避免因切削力过大导致材料开裂或变形。
### 8. **吸湿性低**
- 赛钢的吸湿性较低,加工前通常不需要进行干燥处理,但在潮湿环境中长期存放后可能需要干燥。
### 9. **环保性**
- 赛钢加工过程中可能释放,需注意环保和健康防护。
### 总结
赛钢加工具有尺寸稳定、耐磨、自润滑等优点,但也需注意其热稳定性和化学耐性限制。合理选择加工参数和工具,可以有效提高加工效率和产品质量。
精密零件加工是指通过高精度设备和工艺,制造出尺寸、形状、表面质量等均符合严格要求的零件的加工过程。其特点主要包括以下几个方面:
### 1. **高精度**
- 精密零件加工的核心要求是**高精度**,通常需要达到微米(μm)甚至纳米(nm)级别的公差范围。
- 加工过程中需要严格控制尺寸、形状、位置和表面粗糙度等参数,确保零件符合设计图纸的要求。
### 2. **高表面质量**
- 精密零件对表面质量要求高,通常需要达到镜面光洁度或低的表面粗糙度(Ra值)。
- 表面质量直接影响零件的性能,如耐磨性、耐腐蚀性、密封性等。
### 3. **复杂形状加工**
- 精密零件通常具有复杂的几何形状,如曲面、薄壁、微小孔等,需要借助高精度数控机床(如CNC加工中心)和多轴联动技术来实现。
### 4. **材料多样性**
- 精密零件加工涉及的材料种类广泛,包括金属(如铝合金、不锈钢、钛合金)、非金属(如陶瓷、塑料)以及复合材料等。
- 不同材料的加工特性不同,需要针对性地选择加工工艺和设备。
### 5. **高设备要求**
- 精密零件加工需要高精度设备,如数控机床(CNC)、坐标测量机(CMM)、激光加工机等。
- 设备需要具备高刚性、高稳定性和高重复定位精度,以确保加工质量。
### 6. **严格的过程控制**
- 加工过程中需要对温度、湿度、振动等环境因素进行严格控制,以避免对加工精度产生影响。
- 加工参数(如切削速度、进给量、切削深度等)需要优化,以提高加工效率和表面质量。
### 7. **高成本**
- 精密零件加工的设备、、工艺和技术要求较高,导致加工成本较高。
- 对操作人员的技术水平要求也较高,需要经过培训。
### 8. **广泛应用**
- 精密零件广泛应用于、器械、汽车制造、电子设备、光学仪器等高技术领域。
- 这些领域对零件的性能、可靠性和寿命有高要求。
### 9. **小批量、定制化生产**
- 精密零件加工通常以小批量或单件定制为主,满足特定客户的需求。
- 生产过程中需要灵活调整工艺和参数,以适应不同零件的加工要求。
### 10. **质量检测严格**
- 精密零件加工完成后,需要通过高精度检测设备(如三坐标测量机、光学测量仪等)进行严格的质量检测。
- 检测内容包括尺寸精度、形状精度、位置精度和表面质量等。
### 总结
精密零件加工以高精度、量和高技术要求为核心,广泛应用于制造领域。其加工过程需要高精度设备、严格的过程控制和的技术支持,以确保零件满足设计和应用要求。

四轴零件加工是指在数控机床上通过控制四个坐标轴(通常是X、Y、Z三个直线轴和一个旋转轴,如A轴或B轴)来进行复杂零件加工的技术。与传统的三轴加工相比,四轴加工具有以下特点:
### 1. **复杂几何形状的加工能力**
- **多面加工**:四轴加工可以通过旋转轴(如A轴或B轴)实现工件的多面加工,减少装夹次数,提高加工效率。
- **曲面加工**:能够更地加工复杂曲面和轮廓,尤其是在、汽车模具等领域,四轴加工可以地处理复杂的几何形状。
### 2. **提高加工精度**
- **减少装夹误差**:四轴加工可以在一次装夹中完成多个面的加工,减少了多次装夹带来的误差,提高了零件的整体精度。
- **的表面质量**:通过旋转轴的配合,可以以更合适的角度切入工件,减少振动,从而获得的表面质量。
### 3. **提高加工效率**
- **减少工序**:四轴加工可以在一次装夹中完成多个工序,减少了传统加工中需要多次装夹和换刀的时间,提高了生产效率。
- **连续加工**:通过旋转轴的配合,可以实现连续的加工路径,减少了加工中的停顿时间。
### 4. **适用于复杂零件**
- **零件**:四轴加工特别适合加工领域中的复杂零件,如叶轮、叶片、发动机壳体等。
- **模具制造**:在模具制造中,四轴加工可以地处理复杂的型腔和曲面。
### 5. **灵活性和适应性**
- **多角度加工**:通过旋转轴,四轴加工可以从多个角度对工件进行加工,适应不同的加工需求。
- **减少夹具**:由于四轴加工可以在一次装夹中完成多个面的加工,减少了对夹具的依赖,降低了生产成本。
### 6. **编程复杂**
- **复杂的加工路径**:四轴加工的编程比三轴加工复杂,需要考虑旋转轴的运动,加工路径的规划需要更的计算。
- **后处理要求高**:四轴加工需要专门的数控编程和后处理软件,以确保生成的代码能够正确控制机床的四个轴。
### 7. **设备成本较高**
- **机床成本**:四轴数控机床比三轴机床更复杂,价格也更高。
- **维护成本**:四轴机床的维护和操作要求更高,需要更的技术人员进行维护和操作。
### 8. **应用领域广泛**
- **汽车制造**:用于加工复杂的汽车零部件,如发动机缸体、变速箱壳体等。
- **器械**:用于加工高精度的器械零件,如、牙科模具等。
- **能源行业**:用于加工涡轮叶片、泵体等复杂零件。
### 总结:
四轴零件加工通过增加一个旋转轴,显著提高了复杂零件的加工能力和效率,特别适合、汽车、模具等领域的精密加工。尽管其编程和操作较为复杂,且设备成本较高,但在处理复杂几何形状和提高加工精度方面具有显著优势。
通讯腔体加工是通讯设备制造中的关键环节,其特点主要体现在以下几个方面:
1. **高精度要求**:通讯腔体通常用于信号的传输和处理,因此对尺寸精度、表面光洁度和形位公差要求高。加工过程中需要采用精密加工设备和工艺,如数控机床(CNC)、电火花加工(EDM)等,以确保腔体的尺寸和形状符合设计要求。
2. **复杂结构**:通讯腔体通常具有复杂的内部结构,包括多个腔室、通道、孔洞等,用于隔离和引导信号。这些结构需要高精度的加工技术,如多轴联动加工、微细加工等,以确保腔体的功能性和可靠性。
3. **材料选择**:通讯腔体通常采用高导电性、低损耗的材料,如铝合金、铜合金或不锈钢等。这些材料具有良好的电磁屏蔽性能和机械强度,但也对加工工艺提出了更高的要求,如选择、切削参数优化等。
4. **表面处理**:为了减少信号损耗和电磁干扰,通讯腔体的表面通常需要进行特殊处理,如电镀、阳氧化、喷涂等。这些处理工艺不仅要求表面光洁度高,还需要确保处理后的表面具有良好的导电性和耐腐蚀性。
5. **批量生产与一致性**:通讯设备通常需要大批量生产,因此腔体加工需要具备、稳定的生产能力。加工过程中需要严格控制工艺参数,确保每个腔体的尺寸、形状和性能一致性。
6. **设计与加工协同**:通讯腔体的设计通常需要考虑加工工艺的可行性,因此设计与加工之间的协同重要。设计师需要与加工工程师密切合作,优化设计方案,确保腔体在满足功能需求的同时,能够、地加工出来。
7. **电磁兼容性(EMC)要求**:通讯腔体需要具备良好的电磁屏蔽性能,以防止外部电磁干扰和内部信号泄漏。加工过程中需要特别注意腔体的密封性和导电连续性,确保其满足电磁兼容性要求。
总的来说,通讯腔体加工是一个涉及高精度、复杂结构、特殊材料和严格性能要求的制造过程,需要综合运用多种加工技术和工艺,以确保腔体的量和高可靠性。

CNC电脑锣加工(Computer Numerical Control Machining)是一种高精度、率的自动化加工技术,广泛应用于机械制造、模具加工、等领域。其特点主要包括以下几个方面:
### 1. **高精度**
- CNC电脑锣加工通过计算机控制系统控制的运动,能够实现微米级甚至更高的加工精度,满足复杂零件的高精度要求。
- 加工过程中避免了人为误差,保证了产品的一致性和稳定性。
### 2. **率**
- CNC加工可以实现多轴联动,同时完成多个工序的加工,减少了传统加工中多次装夹和换刀的时间。
- 自动化程度高,可以连续加工,大幅提高了生产效率。
### 3. **高灵活性**
- 通过编程可以快速切换加工任务,适应不同形状、尺寸和材料的加工需求。
- 能够加工复杂曲面、异形零件等传统加工难以实现的结构。
### 4. **广泛的材料适应性**
- CNC电脑锣加工可以处理多种材料,包括金属(如铝、钢、钛合金)、塑料、木材、复合材料等。
- 针对不同材料,可以选择合适的和加工参数,实现加工。
### 5. **自动化与智能化**
- CNC加工设备通常配备自动换刀系统(ATC)、自动检测系统等,进一步提高了加工的自动化水平。
- 通过CAM(计算机制造)软件,可以实现加工路径的优化和仿真,减少试错成本。
### 6. **加工一致性高**
- 由于加工过程由计算机控制,批量生产时每个零件的尺寸和形状都能保持一致,适合大规模生产。
### 7. **复杂零件加工能力强**
- CNC电脑锣加工可以完成多轴联动加工,适合加工复杂的三维曲面、腔体、孔系等结构。
- 例如,在模具制造中,可以加工出复杂的型腔和型芯。
### 8. **减少人工干预**
- 加工过程中无需人工频繁操作,降低了劳动强度,同时减少了人为失误的可能性。
### 9. **环保与节能**
- CNC加工设备通常具有较高的能源利用效率,且加工过程中产生的废料较少,符合现代制造业的环保要求。
### 10. **高成本效益**
- 虽然CNC设备的初始投资较高,但其率、高精度和低废品率能够显著降低长期生产成本。
### 总结
CNC电脑锣加工以其高精度、率、高灵活性和强大的复杂零件加工能力,成为现代制造业中的加工方式。随着技术的不断发展,CNC加工将进一步向智能化、集成化方向发展,为制造业带来更大的价值。
无人机外壳加工具有以下特点:
1. **轻量化设计**:无人机外壳通常采用轻质材料(如碳纤维、铝合金、复合材料等)制造,以减轻整体重量,提升飞行性能和续航能力。
2. **高精度要求**:外壳加工需要高精度,以确保部件的尺寸和形状符合设计要求,保证无人机的气动性能和结构稳定性。
3. **复杂结构**:无人机外壳通常具有复杂的曲面和内部结构,以满足空气动力学和功能需求,这对加工工艺提出了较高要求。
4. **材料多样性**:根据无人机的用途和性能需求,外壳材料可能包括金属、塑料、复合材料等,加工时需要针对不同材料采用相应的工艺。
5. **耐候性与强度**:无人机外壳需要具备良好的耐候性(如防水、防尘、抗紫外线等)和足够的强度,以应对环境条件和飞行中的应力。
6. **模块化设计**:为了方便组装、维修和升级,无人机外壳通常采用模块化设计,加工时需要确保各模块的配合。
7. **表面处理**:外壳表面通常需要进行抛光、喷漆、阳氧化等处理,以提升外观质量和耐腐蚀性能。
8. **快速迭代**:无人机技术发展迅速,外壳设计可能频繁更新,加工工艺需要具备快速响应和灵活调整的能力。
9. **成本控制**:在保证性能的前提下,外壳加工需要优化工艺,降造成本,以满足市场对无人机价格的需求。
10. **环保与可持续性**:随着环保意识的增强,无人机外壳加工需要采用环保材料和工艺,减少对环境的影响。
这些特点使得无人机外壳加工成为一项技术含量高、工艺复杂的制造过程。
http://www.szruitongjm.com