- 深圳市瑞通精密机械有限公司RTJM
- 13028809171
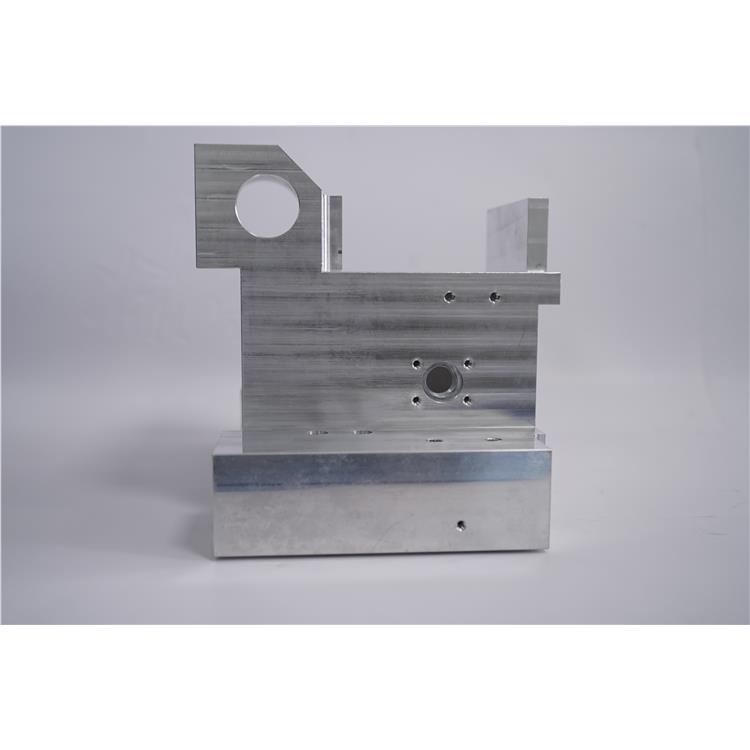



产品描述
铝件加工具有以下几个显著特点:
1. **轻质材料**:铝的密度较低,约为2.7 g/cm³,远低于钢铁等金属,因此铝件具有轻量化的特点,适用于需要减轻重量的应用场景,如、汽车制造等领域。
2. **良好的加工性能**:铝具有较好的可加工性,易于进行切削、铣削、钻孔、冲压等加工操作。铝的硬度较低,加工时切削力较小,磨损较少,加工效率较高。
3. **导热性和导电性**:铝具有良好的导热性和导电性,因此在需要散热或导电的部件中,铝材常被优先选用,如散热器、电子元件外壳等。
4. **耐腐蚀性**:铝在空气中会自然形成一层致密的氧化膜,这层氧化膜能够有效防止铝材进一步氧化,因此铝件具有良好的耐腐蚀性,尤其在潮湿或腐蚀性环境中表现。
5. **可塑性强**:铝具有良好的延展性和可塑性,易于进行冷热加工,能够通过挤压、锻造、轧制等工艺制成复杂形状的零件。
6. **表面处理多样**:铝件可以通过阳氧化、电镀、喷涂等多种表面处理工艺进行美化或增强性能。阳氧化处理不仅能提高铝件的表面硬度和耐磨性,还能赋予其丰富的色彩。
7. **回收利用率高**:铝是一种可循环利用的材料,废铝可以经过熔炼后重新加工使用,回收利用率高,符合环保和可持续发展的要求。
8. **成本相对较低**:虽然铝的价格相对较高,但由于其加工性能好、加工效率高,且加工过程中能耗较低,因此整体加工成本相对较低。
9. **强度和硬度适中**:纯铝的强度较低,但通过合金化处理(如添加铜、、锌等元素),可以显著提高铝的强度和硬度,满足不同应用场景的需求。
10. **焊接性能好**:铝及其合金具有良好的焊接性能,常用的焊接方法包括氩弧焊、激光焊、摩擦焊等,焊接后焊缝强度较高,适用于结构件的制造。
综上所述,铝件加工具有轻质、易加工、耐腐蚀、表面处理多样等优点,广泛应用于各个工业领域。
铝合金CNC加工具有以下特点:
### 1. **高精度**
- CNC加工可以实现高的精度,通常可达±mm甚至更高,适合对尺寸要求严格的零件加工。
### 2. **表面质量好**
- 铝合金材料易于切削,CNC加工后表面光滑,无需额外处理即可达到较好的表面光洁度。
### 3. **加工效率高**
- CNC机床可以实现自动化加工,一次装夹完成多道工序,减少人工干预,提高生产效率。
### 4. **材料利用率高**
- CNC加工采用切削方式,可以根据设计需求去除材料,减少浪费,提高材料利用率。
### 5. **适应性强**
- 适用于复杂形状的加工,包括曲面、孔洞、螺纹等,能够满足多样化的设计需求。
### 6. **加工稳定性好**
- CNC机床由程序控制,加工过程稳定,避免了人为误差,保证了零件的一致性。
### 7. **铝合金特性优势**
- 铝合金具有轻质、高强度、耐腐蚀等特性,适合制造、汽车、电子等领域的零部件。
- 铝合金切削性能好,磨损小,延长了寿命。
### 8. **可加工复杂结构**
- CNC加工可以完成传统加工难以实现的复杂结构,如薄壁件、深腔件等。
### 9. **灵活性高**
- 通过修改程序即可调整加工参数,适应不同形状和尺寸的零件加工需求。
### 10. **环保性**
- CNC加工过程中产生的废料少,且铝合金可回收利用,。
总之,铝合金CNC加工以其高精度、率和高灵活性,成为现代制造业中广泛应用的技术。
车铣复合加工是一种的制造技术,结合了车削和铣削两种加工方式,具有以下特点:
### 1. **性**
- **一次装夹完成多道工序**:工件只需一次装夹,即可完成车削、铣削、钻孔、攻丝等多种加工工序,减少了装夹次数和时间,提高了加工效率。
- **减少工序转换**:传统加工需要多次装夹和工序转换,而车铣复合加工可以在同一台设备上完成,缩短了生产周期。
### 2. **高精度**
- **减少装夹误差**:由于工件只需一次装夹,避免了多次装夹带来的定位误差,提高了加工精度和一致性。
- **动态补偿功能**:现代车铣复合机床通常配备高精度数控系统和动态补偿功能,能够实时调整加工参数,确保加工精度。
### 3. **灵活性**
- **复杂零件加工**:车铣复合加工可以处理复杂形状的零件,如带有曲面、斜孔、异形槽等特征的工件,传统单一加工方式难以完成。
- **多轴联动**:车铣复合机床通常配备多轴(如4轴、5轴甚至更多),能够实现多轴联动加工,扩展了加工范围和灵活性。
### 4. **节约成本**
- **减少设备投资**:传统加工需要多台设备(如车床、铣床等),而车铣复合加工只需要一台设备,降低了设备采购和维护成本。
- **减少人工成本**:由于自动化程度高,减少了人工干预和操作,降低了人工成本。
### 5. **材料利用率高**
- **近净成形加工**:车铣复合加工可以实现近净成形加工,减少材料浪费,提高材料利用率。
- **减少毛坯余量**:由于加工精度高,毛坯余量可以设计得更小,进一步节约材料。
### 6. **适应性强**
- **多种材料加工**:车铣复合加工适用于多种材料,包括金属、塑料、复合材料等,适用范围广。
- **小批量、多品种生产**:特别适合小批量、多品种的生产模式,能够快速切换加工任务,适应市场需求变化。
### 7. **智能化**
- **数控系统支持**:现代车铣复合机床通常配备的数控系统,支持自动编程、仿真和优化,提高了加工过程的智能化水平。
- **自动化集成**:可以与其他自动化设备(如机器人、自动送料系统等)集成,实现无人化或半无人化生产。
### 8. **环保性**
- **减少能耗**:由于减少了设备数量和加工时间,车铣复合加工在能耗方面更加环保。
- **减少废料**:高精度加工减少了废料产生,降低了环境污染。
### 总结
车铣复合加工以其、高精度、灵活性强、节约成本等特点,在现代制造业中得到了广泛应用,特别适合复杂零件加工和高精度要求的生产场景。随着数控技术和自动化技术的不断发展,车铣复合加工的应用前景将更加广阔。
五金零配件加工是指通过机械加工、冲压、铸造、焊接等工艺,将金属材料加工成零部件的生产过程。这类加工具有以下几个显著特点:
### 1. **材料多样性**
五金零配件加工涉及的金属材料种类繁多,包括钢铁、铝合金、铜、不锈钢、锌合金等。不同材料的物理和化学性质不同,加工时需要选择合适的工艺和设备。
### 2. **工艺复杂性**
五金零配件加工通常需要多种工艺组合,如车削、铣削、钻孔、冲压、铸造、焊接、表面处理等。根据零部件的形状、尺寸和功能要求,可能需要采用多种加工方法。
### 3. **精度要求高**
五金零配件通常用于机械设备、电子产品、汽车等精密领域,因此对尺寸精度、表面光洁度和形状公差的要求较高。加工过程中需要严格控制误差,确保零部件符合设计要求。
### 4. **批量生产与定制化并存**
五金零配件加工既适用于大规模批量生产(如标准件),也适用于小批量或单件定制(如特殊用途零件)。批量生产通常采用自动化设备,而定制化加工则需要更高的灵活性和技术能力。
### 5. **设备与工具的性**
五金零配件加工需要用到多种设备和工具,如数控机床(CNC)、冲床、注塑机、激光切割机等。这些设备的技术水平和性能直接影响加工效率和产品质量。
### 6. **表面处理多样化**
五金零配件在加工完成后,通常需要进行表面处理以提升性能或外观,如电镀、喷涂、氧化、抛光、热处理等。不同的表面处理工艺可以增强零部件的耐腐蚀性、耐磨性或美观性。
### 7. **成本与效率的平衡**
五金零配件加工需要在成本控制和加工效率之间找到平衡。通过优化工艺流程、采用自动化设备和提高材料利用率,可以降低生产成本并提高生产效率。
### 8. **环保与可持续发展**
随着环保要求的提高,五金零配件加工行业越来越注重减少资源浪费、降低能耗和减少污染。例如,采用环保型表面处理工艺、回收利用金属废料等。
### 9. **设计与加工的协同性**
五金零配件的设计与加工密切相关。设计时需要充分考虑加工工艺的可行性,而加工过程中也可能需要根据实际情况调整设计方案,以确保零部件的质量和性能。
### 10. **应用领域广泛**
五金零配件广泛应用于各行各业,包括汽车制造、、电子电器、建筑、器械等。不同领域对零部件的性能要求各异,因此加工工艺和标准也有所不同。
总之,五金零配件加工是一个技术密集型行业,涉及材料、工艺、设备和设计等多个方面,具有高精度、率和高灵活性的特点。
CNC电脑锣加工(Computer Numerical Control Machining)是一种高精度、率的自动化加工技术,广泛应用于机械制造、模具加工、等领域。其特点主要包括以下几个方面:
### 1. **高精度**
- CNC电脑锣加工通过计算机控制系统控制的运动,能够实现微米级甚至更高的加工精度,满足复杂零件的高精度要求。
- 加工过程中避免了人为误差,保证了产品的一致性和稳定性。
### 2. **率**
- CNC加工可以实现多轴联动,同时完成多个工序的加工,减少了传统加工中多次装夹和换刀的时间。
- 自动化程度高,可以连续加工,大幅提高了生产效率。
### 3. **高灵活性**
- 通过编程可以快速切换加工任务,适应不同形状、尺寸和材料的加工需求。
- 能够加工复杂曲面、异形零件等传统加工难以实现的结构。
### 4. **广泛的材料适应性**
- CNC电脑锣加工可以处理多种材料,包括金属(如铝、钢、钛合金)、塑料、木材、复合材料等。
- 针对不同材料,可以选择合适的和加工参数,实现加工。
### 5. **自动化与智能化**
- CNC加工设备通常配备自动换刀系统(ATC)、自动检测系统等,进一步提高了加工的自动化水平。
- 通过CAM(计算机制造)软件,可以实现加工路径的优化和仿真,减少试错成本。
### 6. **加工一致性高**
- 由于加工过程由计算机控制,批量生产时每个零件的尺寸和形状都能保持一致,适合大规模生产。
### 7. **复杂零件加工能力强**
- CNC电脑锣加工可以完成多轴联动加工,适合加工复杂的三维曲面、腔体、孔系等结构。
- 例如,在模具制造中,可以加工出复杂的型腔和型芯。
### 8. **减少人工干预**
- 加工过程中无需人工频繁操作,降低了劳动强度,同时减少了人为失误的可能性。
### 9. **环保与节能**
- CNC加工设备通常具有较高的能源利用效率,且加工过程中产生的废料较少,符合现代制造业的环保要求。
### 10. **高成本效益**
- 虽然CNC设备的初始投资较高,但其率、高精度和低废品率能够显著降低长期生产成本。
### 总结
CNC电脑锣加工以其高精度、率、高灵活性和强大的复杂零件加工能力,成为现代制造业中的加工方式。随着技术的不断发展,CNC加工将进一步向智能化、集成化方向发展,为制造业带来更大的价值。
陶瓷与金属密封焊接加工是一种将陶瓷材料与金属材料通过焊接技术实现高密封性连接的工艺。这种工艺在高温、高压、腐蚀性环境或需要电绝缘的场合中应用广泛,如、电子、能源、化工等领域。以下是陶瓷与金属密封焊接加工的主要特点:
### 1. **材料特性差异大**
- **陶瓷**:硬度高、脆性大、耐高温、耐腐蚀、绝缘性好,但热膨胀系数低。
- **金属**:延展性好、热膨胀系数高、导热性和导电性。
- **挑战**:由于陶瓷和金属的物理和化学性质差异较大,焊接过程中容易产生应力集中、裂纹和气孔等问题。
### 2. **焊接技术要求高**
- **热应力控制**:陶瓷与金属的热膨胀系数差异大,焊接时需严格控制温度梯度,避免因热应力导致开裂。
- **界面结合**:陶瓷与金属的化学相容性较差,需要通过特殊工艺(如活性金属钎焊、扩散焊等)实现牢固结合。
- **密封性要求**:焊接后的接头需满足高气密性或液密性要求,这对焊接工艺的精度和稳定性提出了更高要求。
### 3. **常用焊接方法**
- **活性金属钎焊**:使用含有活性元素(如Ti、Zr)的钎料,改善陶瓷与金属的润湿性和结合强度。
- **扩散焊**:在高温高压下,通过原子扩散实现陶瓷与金属的结合,适用于高精度、高强度的连接。
- **激光焊**:利用高能激光束实现局部加热,减少热影响区,适合精密焊接。
- **电子束焊**:在真空环境下进行,适用于高熔点材料的焊接。
### 4. **优点**
- **耐高温**:陶瓷与金属焊接件可在高温环境下长期稳定工作。
- **耐腐蚀**:陶瓷的耐腐蚀性与金属的机械性能结合,适用于恶劣环境。
- **电绝缘性**:陶瓷的绝缘性能与金属的导电性能结合,适合电子器件封装。
- **高密封性**:焊接接头具有良好的气密性和液密性,适用于真空或高压环境。
### 5. **局限性**
- **工艺复杂**:由于材料特性差异大,焊接工艺复杂,对设备和技术要求高。
- **成本较高**:焊接设备和材料成本较高,特别是精密焊接工艺。
- **易产生缺陷**:焊接过程中容易产生裂纹、气孔和残余应力,影响接头性能。
### 6. **应用领域**
- ****:高温部件、传感器封装。
- **电子行业**:半导体封装、微波器件。
- **能源领域**:燃料电池、核反应堆部件。
- **化工行业**:耐腐蚀管道、反应器。
总之,陶瓷与金属密封焊接加工是一种高难度、高要求的工艺,但其的性能使其在制造领域具有的作用。随着材料科学和焊接技术的进步,这一工艺的应用范围将进一步扩大。
产品推荐











